Quality
Waterjet Newsletter �C 05/22/2007
Deep Hole
Drilling with AWJs Drilling a 300-mm-deep,
19-mm-diameter hole in tungsten with EDM takes over 40 hours. But how would
you do it otherwise? Hashish* proposed doing it with abrasive waterjets.
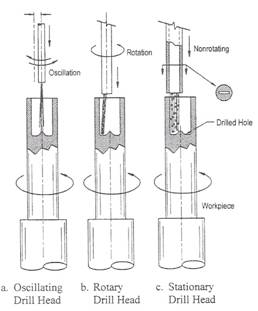
Three methods of deep hole
drilling were illustrated in the diagram. A series of drilling tests were
done with an oscillating jet and a rotating workpiece.
A 30.5-mm-deep hole was drilled on a tungsten rod at the rate of 160 mm/hr,
with a 0.330-mm-diameter jet at 345 MPa of pressure
and 3.75 g/s of mesh 100 garnet. By manipulating the oscillation frequency
and the rotational speed, the bottom face of the hole can take the shape
between high-in-the-center to high-at-the-rim. A computer simulation study of
the jet path coverage showed that, to achieve an even coverage of the entire
drilling face, the ratio of the oscillation frequency and the rotational
speed should not be an integer. An alternation to the first method is to
rotate a radially offset jet instead of oscillation.
It was found that the implementation was easier. Similar to the oscillation
method, the ratio of the two rotational speeds should not be an integer. The
geometry at the bottom of the hole can be manipulated to some degree by
changing the offset value. Ideally the diameter of the drill should be
roughly equal to the required radius of the hole. The jet had a 3�� angle to
the rotational axis in this study. Experiments with a non-rotary rectangular
jet and a rotating workpiece were also done.
Multiple parallel waterjets shot through a
rectangular mixing tube. Different sizes of jets can be used to achieve a
desired power gradient for geometrical purpose - a flat bottom is possible. A
drilling rate of 115 mm/hr was achieved on tungsten with two 0.254-mm-diameter
jets (equivalent to one 0.330-mm-diameter jet in power consumption). Higher drilling rates can be
achieved by increasing pressure and abrasive flow rate. Test results showed
that drilling rate can reach 457 mm/hr for steels and 305 mm/hr for tungsten.
With these methods, drilling holes with thin walls is possible. However to
minimize the hole diameter variation, an adaptive control system is needed to
match the advance speed to the material removal rate. A trial-and-error
approach can also be used. The AWJ-drilled holes have a high quality and are
relatively smooth with a typical Ra roughness of 2.2 micron. *
Hashish, M. (1996) Deep hole drilling in metals using abrasive waterjets, in Colin Gee (ed.), Proceedings of the 13th
International Conference on Jetting Technology, Sardinia, Italy, October
29-31, pp 691-707. |
|
QualJet LLC
Quality Waterjet Spare Parts Specialist �� Quality
Waterjet Spare Parts o Meets/exceeds
OEM standards o 30%
longer operation life time than competing products �� Extensive
Parts Coverage for: o Flow
style, IR Style o 40K/55K
pumps o Intensifiers
o On/off
valves o Cutting
head o Swivels �� OEM
Expert o 20+
year waterjet OEM experience (via OH Precision) o Accept
small OEM order Durable, Compact 40K
PSI Pumps
�� Long
operation lifetime �� Highly
cost-effective �� Light
weight and compact �� Contact
us for o
Custom power end o
50K psi models o
Private labeling o
Custom design QualJet LLC
1-866-QUALJET (782-5538) Fax: 425-378-7776 Email: info@qualjet.com Website: www.qualjet.com To unsubscribe the
newsletter: unsubscribe@qualjet.com For newsletter archive: www.qualjet.com/Newsletter.htm
Copyright ©2005, QualJet LLC |
|
|