Quality
Waterjet Newsletter �C 03/11/2008
Forming
and Welding Using a High Speed Liquid Impact Liquid impact on a target has a
similar effect to the well documented explosive forming and welding. Samardzic et al.* presented an experimental study to
prove that.
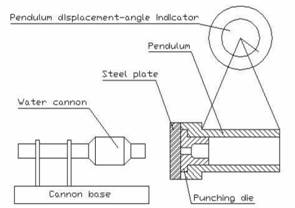
Their experimental setup was illustrated in the diagram.
The target was mounted on a ballistic pendulum to allow impact momentum
measurement. In the forming experiments the target was backed by a die while
in the welding experiments, the samples to be welded were held by a special
holder.
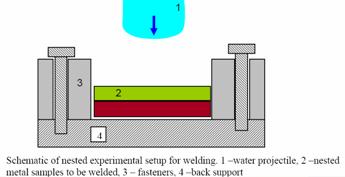
In the welding experiments, the samples were held by the
special holder as shown. The combinations of metal samples include:
Copper-Nickel-Copper, Brass-Nickel-Brass, Copper-Copper, and Copper-Steel.
The projectile speed used for welding experiments was in the range of 750-850
m/s because it was found this lower range of speed produced a stronger joint.
It was also found that separation of the sample parts provided a better
condition for welding. Ultrasonic technique was used to examine the welded
interface. Out of the 20 experiments only one was not successful. The welding
mechanism was attributed to the superposition and propagation of the
compression and rarefaction waves generated by the impact which causes
melting of the interface. * Samardzic et al. (2007) ��Investigation of Metal
Processing Using a High Speed Liquid Impact��, Proceedings of 2007 American
WJTA Conference and Expo, August 19-21, |
|
QualJet LLC
Quality Waterjet Spare Parts Specialist �� Quality
Waterjet Spare Parts o Meets/exceeds
OEM standards o 30%
longer operation life time than competing products �� Extensive
Parts Coverage for: o Flow
style, IR Style o 40K/55K
pumps o Intensifiers
o On/off
valves o Cutting
head o Swivels �� OEM
Expert o 20+
year waterjet OEM experience (via OH Precision) o Accept
small OEM order Durable, Compact 40K
PSI Pumps
�� Long
operation lifetime �� Highly
cost-effective �� Light
weight and compact �� Contact
us for o
Custom power end o
50K psi models o
Private labeling o
Custom design QualJet LLC
1-866-QUALJET (782-5538) Fax: 425-378-7776 Email: info@qualjet.com Website: www.qualjet.com To unsubscribe the
newsletter: unsubscribe@qualjet.com For newsletter archive: www.qualjet.com/Newsletter.htm
Copyright ©2005, QualJet LLC |
|
|